

MBR膜工艺在焦化废水深度处理的研究
焦化废水为焦化企业外排废水中水量较大、处理难度较高的一股废水。焦化废水水质特点为: 氨氮较高,并且含有氰化物、硫化物等多种有毒有害的物质,成份复杂,水中有机物生物降解难度较大,污染物浓度较高。废水可生化性较差,属于难生化降解的高浓度有机废水。
现有的焦化企业废水处理常用工艺方法以生化法、高级氧化法和物理化学法等三大类,但都存在运行复杂,排放水质不稳定等情况。为了解决焦化废水不易排放,污染严重等问题。经过对水质充分考察后,某焦化废水厂考虑采用中科瑞阳MBR膜工艺对焦化废水进行深度处理。并以此工艺为基础进行了中试试验验证。选择MBR工艺作为RO 预处理工艺可以进一步提高生化出水水质,为后续工艺稳定运行提供稳定安全的保护。因此确定合适MBR 运行参数和评价其产水效果,探索反渗透稳定安全工况是本次中试实验研究的创新点和重要目的。同时通过中试实验,确定MBR 系统经过筛选优化的运行参数和出水水质,考察实验期间RO 系统的耐受性和稳定性,为后续工程设计提供工艺参数选择和运行依据。
中科瑞阳平板MBR采用PVDF材料,其拥有更好的化学稳定性、抗污染性和机械强度。公 司采用先进的制膜工艺,控制膜孔径在 0.1um,并且有更高的产水通量和出水 水质。板子采 用榫卯配合,膜片间距更稳定,无需侧装板。膜片安装时,可从顶部向下安装,也可从侧部 安装,不受施工现场条件限制。激光雕刻菱形流道, 配合专用伞形支撑结构,使抽吸压力分布均匀,无需导流布, 降低污堵风险,大板双出水口设计,使出水汇集更迅速。
1 实验部分:
1. 1 实验仪器与药剂:SDI 测定仪、COD 恒温加热器、分光光度计、COD 瓶、比色管、冷凝管、锥形瓶等玻璃器皿重铬酸钾、邻菲罗啉、硫酸亚铁、硫酸亚铁铵、浓硫酸、硫酸银、硫酸汞、氢氧化钠、盐酸、亚硝酸钠、磷酸、对氨基苯磺酰胺、N - ( 1 - 萘基) -乙二胺、碘化钾、碘化汞、酒石酸钾钠、氯化铵( 以上试剂均为分析纯) 。
1. 2 测试指标和测试方法:SDI15: ASTM 方法4189 - 95氨氮: 纳氏试剂分光光度法CODcr: 重铬酸钾氧化法
1. 3 中试实验装置及运行控制:MBR中试系统包括1组SUN MBR膜,1台产水泵、1 台真空泵和1 台反洗泵、1 套反洗杀菌剂、反洗加酸投加装置等。
MBR中试系统工艺控制参数见表1

实验进水: 某焦化企业生产废水经过生化预处理后废水
1. 4 实验方法:
( 1) 观察MBR 连续运行的膜系统过滤可靠性和产水水质稳定性;
( 2) 在不同通量、来水水质条件下,考察MBR 系统产水的SDI15能否达到反渗透的进水要求( SDI≤3) ;
( 3) 考察MBR 对来水水质剧烈波动条件下的适应性,包括不同反洗频率反洗水量变化条件下对MBR 压差稳定性和经MBR 处理后出水水质的影响;
2 实验分析及结果:
2. 1 MBR 产水SDI 变化结果研究:SDI 值是污染指数的简称,在反渗透进水指标的控制中SDI 值是最为重要的一个指标。目前大家以15minSDI 值计作SDI15值。按照上述实验装置控制MBR 系统运行,实验期间共获得MBR 出水SDI15值数据43 个。MBR 出水SDI 值的实验结果如图1 所示。
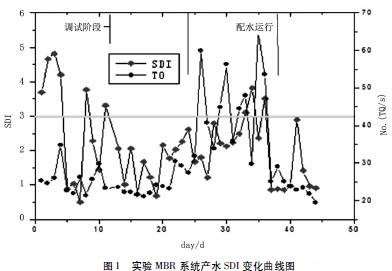
由图1 可以看出,MBR 系统在前期调试阶段,由于进水不稳定性得影响,难以保持相对均匀的进水水质条件,实验开始调试初期,以该企业原有系统二沉出水并配部分自来水作为MBR 系统的进水运行,由于配水导致MBR 系统初期产水SDI指数变化较为明显。如图1 所示,SDI 偏高现象出现在在实验初期以及系统配水运行初期阶段( 两阶段SDI 值如在图中标示) ,分析出现该现象的主要原因应为企业二沉池出水在配自来水后水质发生变化。此现象在MBR 系统经过初期调试运行及配水运行后消失,并可稳定长时间正常运行,SDI 指数以及T0 值均可稳定。图1 中横直线为SDI 值为3 的直线。从横直线可以看出,MBR 系统经过前期调试及配水运行后,系统可稳定运行,且SDI 值均小于3,经过长时间的中试试验,MBR 系统出水SDI 值的达标率超过80%。在反渗透进水指标的控制中SDI 值是最为重要的一个指标。目前大家以15minSDI 值计作SDI15值。SDI15值越低,说明对反渗透膜的污染程度越小,因此反渗透膜的清洗周期就越长。因此该中试试验结果表明: MBR膜工艺处理焦化废水后的出水SDI 满足后续RO 系统进水要求。
2. 2 实验运行中MBR 压差( TMP) 变化情况:
MBR 稳定运行,改变MBR 产水量,压力记录为人工读数取值,每小时记录一个产水压力值,从而得到不同产水通量下TMP 的变化情况。由于记录时间点随机性较大,少数峰值较大的压力为真空泵启动时产水负压值,因此分布态较平均的数值代表了该通量下的实际压差范围。实验结果如下图2 所示。
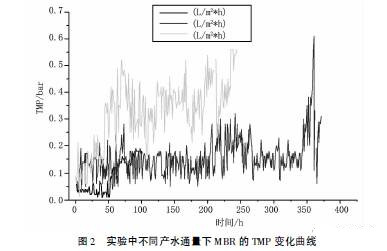
由图2 我们可以看出,在平均产水通量为10L/m2·h 状况下运行时,TMP 初始看不出明显上升的趋势,随有波动但短时间内可稳定运行,压差仍处于低位( < 0. 15bar) 水平。当MBR通量提升在第二阶段提升到15L/m2·h; 从图2 可以看出在接近300h 连续运行条件下压差高位值仍低于0. 25bar,平均运行压力差在0. 15bar 左右,但由于后期进水原因,出现MBR 系统压力突变的情况。在20 L/m2·h 通量下运行初始TMP 能恢复到正常水平。在连续10 天运行中,MBR 系统的TMP 峰值为0.5bar,均值为0. 35bar,仍在MBR 系统正常稳定产水压差范围内.
2. 3 MBR 系统对焦化废水COD 去除情况:在所有MBR 系统中试实验期间,随机取样测MBR 系统进出水COD 值,由于受生化来水波动影响实验期间共获有效分析数据24 个,实验结果如下图3 所示。

由图3 可以看出,由于进水水质波动较大,当接触氧化生化效果受到冲击波动时COD 变化幅度也很大,实验期间MBR进水COD 浓度变化范围在245 ~ 741. 9mg /L,COD 测试方法采用国家标准回流滴定法,从整个曲线的变化趋势来看,MBR 产水COD 值与进水COD 相关,平均去除率为34. 2%。因此MBR系统能从一定程度降低COD 过高对后续RO 系统的处理难度,保障RO 系统在较稳定安全范围里运行。
2. 4 MBR 系统对焦化废水氨氮去除情况:在所有MBR 系统中试实验期间,随机取样测MBR 系统进出水氨氮值,同COD 实验相同由于进水水质波动大,因此采样水质变化较大,实验结果如图4 所示。
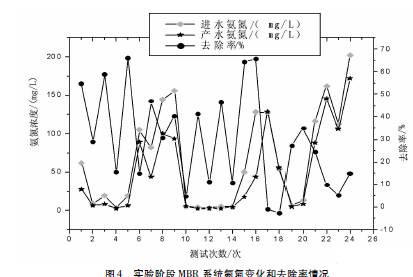
由图4 可以看出,MBR 进水NH4 - N 受生化效果和来水水质影响比较严重,进水氨氮最高值达201. 9 mg /L。MBR 产水NH4 - N 含量和单次去除率也受进水NH4 - N 影响,在实验阶段内对氨氮平均去除率为29. 7%。MBR 对氨氮的去除率有限,分析原因可能是由于废水在于MBR 系统HRT 太短,加上整体MBR 系统运行时间短,MBR 系统膜池内培养的硝化菌未能较好的发挥作用,因此废水氨氮去除率达到30%左右。
3 结论:
( 1) 实验证明MBR 膜法应用于焦化废水,在预处理阶段保持出水水质稳定时,采用MBR 深度处理生化产水SDI 均小于3,总体SDI < 3 比例达到80%。MBR 膜工艺处理焦化废水后的出水SDI 满足后续RO 系统进水要求,系统运行可靠。
( 2) 在三种不同MBR 通量下运行时发现,MBR 系统设计通量下在15 L/m2·h,TMP 相当稳定,长达400h 连续运行压差无增长的趋势。在提高膜通量为20 L/m2·h 下运行时,稳定运行段TMP 有微小的增长,但仍在低值区域内安全运行。
( 3) MBR 系统对焦化废水的COD 和氨氮均有一定的去除,但由于进水水质波动较大,对COD 和氨氮的去除也有一定的波动,但平均去除率均为30%左右,因此MBR 系统能从一定程度降低污染物对后续RO 系统的处理难度。

欧洲杯(体育中国)官方网站
www.jytonline.com
地址:中国北京市顺义区林河工业开发区顺仁路51号
电话:86-10-89496869
传真:86-10-89496839
邮编:101300

 京公网安备 11011302004017号
京公网安备 11011302004017号